・上一文章:汽车故障诊断--汽车工程师认证培训教材(29)
・下一文章:图解南益CG125摩托车改装
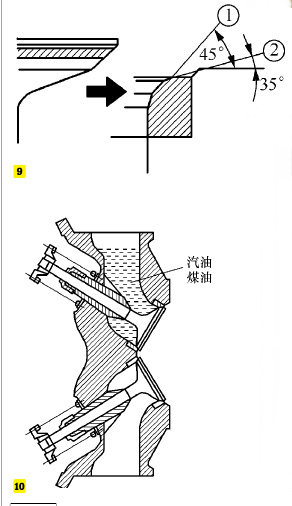
(4)我们大头端与气门座接触的凡尔线应在锥面的中间位置如图6所示,如果凡尔线位置过高、过低如图7所示,或在其锥面上出现轻微麻点、斑痕、凹坑,或是气门座烧蚀,可用三种不同角度的铰刀,对气门座进行铰制加工。先用45°铰刀铰制工作面,再用65°铰刀加工,以确定工作面的上界限如图8所示,接着再用30°铰刀加工如图9所示,以确定工作面的下界限。要求与我的接触位置在锥面的中下部位,如其接触面偏向我的头上部,应加大65°铰刀的加工量;若接触面偏向我的头下部,则应加大30°铰刀的加工量,最后还要使气门座与我的锥面接触宽度保持在0.90~1.1mm之间。铰制完成的气门座,必须与我的密封锥面进行精细研磨。
(5)研磨前先将我们、气门座及导管用汽油清洁干净,然后在锥面上涂上一层薄薄的120#粗研磨砂(不宜过多,以免砂液流入导管孔内)并在杆部滴少许润滑油,再轻轻地旋入导管孔内。研磨时,持专用橡皮碗吸住我们的顶部,用双手捻转其木柄来回旋转并不断变换位置。当我们的工作面上磨出一条较整齐而无斑痕的接触环圈时,可将粗研磨砂洗去,再换用280#细研磨砂继续研磨,直至锥面上出现一条均匀的灰色无光的环圈为止,然后洗去研磨砂,滴上少许润滑油继续研磨约2分钟即可。我们被修磨后与气门座是否吻合可用以下方法进行检查。
①在我们的工作面上涂上薄而均匀的
一层红丹油或蓝印油,轻轻地放入气门座内研磨数圈后取出,若气门座及锥面上有一圈不断的痕迹存在,说明我们接触完全、密封良好。
②用4B或5B的软铅笔在锥面上划上若干条细线条(愈均匀愈好),然后将我们放入相配研的气门座内使之接触,旋转1/8~1/4圈后拔出,如锥面上的铅笔线条均被切断,也说明其密封状况良好。


")



